下面介绍平面图形直线与圆弧加工程序的编制,图1是磁钢瓦型块模具图,用立式加工中心加工此模具的程序如下:
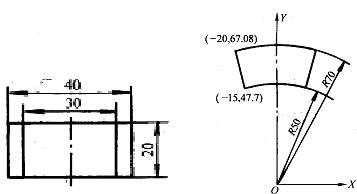
图1
磁钢瓦型块模具
O1002
N10 M06 (使用f
20立铣刀)
N20 G90 G00 G54 X5.0 Y30.0
N30 Z0
N40 M03 S300 F30 M08
N50 G01 G42 D1 X15.0 Y47.7 (D1=10.2)
N60 X20.0 Y67.08
N70 G03 X-20.0 R70.0
N80 G01 X-15.0 Y47.7
N90 G02 X15.0 R50.0
N100 G01 G40 X5.0 Y30.0
N110 G42 D2
X15.0 Y47.7
N120 X20.0 Y67.08
N130 G03 X-20.0 R70.0
N140 G01 X-15.0 Y47.7
N150 G02 X15.0 R50.0
N160 G01 G40 X5.0 Y30.0
N170 G00 Z100.0
N180 M05 M09
N190 M01
N200 M99 P02
设置:D1=10.2,D2=10。
程序特点:
1)同一把刀使用两次刀具半径补偿功能,实现对零件的粗加工和精加工。
2)程序可循环使用,进行批量加工。
3)半径补偿号为D1。半径补偿功能在用完之后要及时地取消,否则会在其它程序段中产生位置的偏移,这种偏移用程序复位的功能是抹消不了的。
4)若引入子程序还可进一步简化程序。
