|
|
|
|
|
三菱数控系统 G89平底铰孔循环 |
|
|
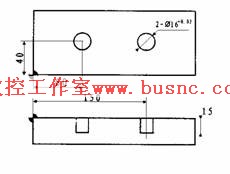
与G85相同,但是在孔底位置执行暂停。 指令方式: G89 X Y Z R P F X Y : 铰孔在XY平面上的位置坐标 Z :孔深度。 R :循环起点。 P :铰孔到Z点后的暂停时间,单位:1/1000秒。 F :切削进给率。 例:对图所示零件铰孔。 O001
N001 G00 G91 G30 X0 Y0 Z0; T1; M06; G00 G90 G54 X60. Y40. S350; G43 Z10. H01 M13; G99 G89 Z-15. R5.P300 F30; X150.; G00 G80 Z50. M05; G91 G28 Y0.; M30 |
 |