|
|
|
|
|
西门子(SIMENS)数控系统矩形槽、键槽和圆形凹槽的铣削循环指令及实例 |
|||||||||||||||||||||||||||||||||||
|
1、循环功能 通过设定相应的参数,利用此循环可以铣削矩形槽、键槽及圆形凹槽,循环加工可分为粗加工和精加工,见图5.22。循环参数见表5.3,表中参数使用情况见图5.23。
图5.22铣削循环 调用格式 LCYC75 加工矩形槽时通过参数设置长度、宽度、深度;如果凹槽宽度等同于两倍的圆角半径,则铣削一个键槽;通过参数设定凹槽长度=凹槽宽度=两倍的圆角半径,可以铣削一个直径为凹槽长度或凹槽宽度的圆形凹槽。加工时,一般在槽中心处已预先加工出导向底孔,铣刀从垂直于凹槽深度方向的槽中心处开始进刀。如果没有钻底孔,则该循环要求使用带端面齿得铣刀,从而可以铣削中心孔。在调用程序中应设定主轴的转速和方向,在调用循环之前必须先建立刀具补偿。
表5.3 循环参数表
图5.23参数使用 2、加工过程 出发点:位置任意,但需保证从该位置出发可以无碰撞地回到平面的凹槽中心点。 (1)粗加工R127=1 用G 0到起始平面的凹槽中心点,然后再同样以G 0到安全间隙的参考平面处。凹槽的加工分为以下几个步骤: 1)以R122确定的进给量和调用循环之前的主轴转速进刀到下一次加工的凹槽中心点处。 2)按照R123确定的进给量和调用循环之前的主轴转速在轮廓和深度方向进行铣削,直至最后精加工余量。 3)加工方向由R126参数给定的值确定。 4)在凹槽加工结束之后,刀具回到起始平面凹槽中心,循环过程结束。 (2)精加工R127=2 1)如果要求分多次进刀,则只有最后一次进刀到达最后深度凹槽中心点(R122)。为了缩短返回的空行程,在此之前的所有进刀均快速返回,并根据凹槽和键槽的大小无需回到凹槽中心点才开始加工。通过参数R124和R125选择“仅进行轮廓加工”或者“同时加工轮廓和工件”。 仅加工轮廓:R124〉0,R125= 0 轮廓和深度:R124〉0,R125〉0 R124= 0,R125= 0 R124= 0,R125〉0 平面加工以参数R123设定的值进行,深度进给则以R122设定的参数值运行。 2)加工方向由参数R126设定的参数值确定。 3)凹槽加工结束以后刀具运行退回到起始平面的凹槽中心点处,循环结束。 3、应用举例 例1:凹槽铣削。在图5.24中,用下面的程序,可以加工一个长度为60毫米,宽度为40毫米,圆角,半径8毫米,深度为17.5毫米的凹槽。使用的铣刀不能切削中心,因此要求与加工凹槽中心(LCY82)。凹槽边的精加工的余量为0.75毫米,深度为0.5毫米,Z轴上到参考平面的安全间隙为0.5毫米。凹槽的中心点坐标为X60Y40,最大进刀深度为4毫米,加工分为粗加工和细加工。
图5.24凹槽铣削
N10 G0 G17 G90 F200 S300 M3 T4 D1 //确定工艺参数 N20 X60 Y40 Z5 //回到钻削位置 N30 R101=5 R102=2 R103=9 R104=-17.5 R105=2 //设定钻削循环参数 N40 LCYC82 //调用钻削循环 N50…… //更换刀具 N60 R116=60 R117=40 R118=60 R119=40 R120=8 //凹槽铣削循环粗加工设定参数 N70 R121=4 R122=120 R123=300 R124=0.75 R125=0.5 //与钻削循环相比较R101-R104参数不变 N80 R126=2 R127=1 N90 LCYC75 //调用粗加工循环 N100…… //更换刀具 N110 R127=2 //凹槽铣削循环精加工设定参数(其他参数不变) N120 LCYC75 //调用精加工循环 N130 M2 //程序结束
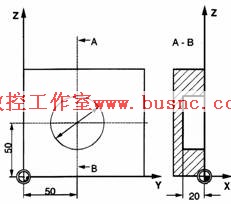
例2:圆形槽铣削。在图5.25中,使用此程序可以在YZ平面上加工一个圆形凹槽,中心点坐标为Z50X50,凹槽深20毫米,深度方向进给轴为X轴,没有给出精加工余量,也就是说使用粗加工加工此凹槽。使用的铣刀带端面齿,可以切削中心。
N10 G0 G19 G90 S200 M3 T1 D1 //规定工艺参数 N20 Z60 X40 Y5 //回到起始位 N30 R101=4 R102=2 R103=0 R104=-20 R116=50 R117=50 //凹槽铣削循环设定参数 N40 R118=50 R119=50 R120=50 R121=4 R122=100 //凹槽铣削循环设定参数 N50 R123=200 R124=0 R125=0R126=0 R127=1 //凹槽铣削循环设定参数 N60 LCYC75 //调用循环 N70 M2 //循环结束
图5.25圆形槽铣削
例3:键槽铣削。在图5.26中,使用此程序加工YZ平面上一个圆上的4个槽,相互间成90°角,起始角为45°。在调用程序中,坐标系已经作了旋转和移动。键槽的尺寸如下:长度为30毫米,宽度为15毫米,深度为23毫米。安全间隙1毫米,铣削方向G2,深度进给最大6毫米。键槽用粗加工(精加工余量为零)加工,铣刀带断面齿,可以加工中心。
图5.26键槽铣削 N10 G0 G19 G90 T10 D1 S400 M3 //规定工艺参数 N20 Y20 Z50 X5 //回到起始位 N30 R101=5 R102=1 R103=0 R104=-23 R116=35 R117=0 //铣削循环设定参数 N40 R118=30 R119=15 R120=15 R121=6 R122=200 //铣削循环设定参数 N50 R123=300 R124=0 R125=0 R126=2 R127=1 //铣削循环设定参数 N60 G158 Y40 Z45 //建立坐标系Z1-Y1,移动到Z45Y40 N70 G259 RPL45 //旋转坐标系45° N80 LCYC75 //调用循环,铣削第一个槽 N90 G259 RPL90 //继续旋转Z1-Y1坐标系90度,铣削第二个槽 N100 LCYC75 //调用循环,铣削第二个槽 N110 G259 RPL90 //继续旋转Z1-Y1坐标系90度,铣削第三个槽 N120 LCYC75 //铣削第三个槽 N130 G259 RPL90 //继续旋转Z1-Y1坐标系90度,铣削第四个槽 N140 LCYC75 //铣削第四个槽 N150 G259 RPL45 //恢复到原坐标系,角度为0 N160 G158 Y-40 Z-45 //返回移动部分 N170 Y20 Z50 X5 //回到出发位置 M2 //程序结束 |
 |