|
|
| < |
|
|
| < |
|
西门子(SIMENS)数控系统镗削循环指令 |
|
|
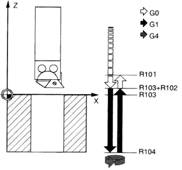
调用格式 LCYC85
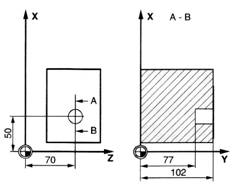
图5.17镗削循环过程及参数 参数:R101,R102,R103,R104,R105,R107,R108 例:用镗削循环 LCYC85加工图5.18所示孔,无孔底停留时间,安全间隙2mm。试编写程序。 N10 G0 G18 G90 F1000 T2 D2 S500 M3 N20 X50 Y105 Z70 N30 R101=105 R102=2 R103=102 R104=77 R105=0 R107=200 R108=100 N40 LCYC85 N50 M2
图5.18镗削循环应用例 |
 |