西门子(SIMENS)数控系统钻削循环指令
调用格式 LCYC82
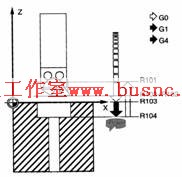
功能:刀具以编程的主轴转速和进给速度钻孔,到达最后钻深后,可实现孔底停留,退刀时以快速退刀。循环过程如图5.15所示。
图5.15钻削循环过程及参数
参数:R101,R102,R103,R104,R105
N10 G0 G17 G90 F100 T2 D2 S500 M3
N20 X24 Y15
N30 R101=110 R102=4 R103=102 R104=75 R105=2
N40 LCYC82
N50 M2
图5.16钻削循环应用例